


環(huán)球塑化網(wǎng) www.PVC123.com 訊:
切粒機(jī)的異常主要包括:切粒設(shè)備、電儀異常,切粒水系統(tǒng)異常,切粒風(fēng)送系統(tǒng)異常。切粒品質(zhì)異常包括切粒粉塵多,切粒異狀,分析指標(biāo)異常等。在此分別簡(jiǎn)單介紹切粒機(jī)停止異常和切粒品質(zhì)異常的工藝處理方法。
切粒機(jī)異常停止工藝的處理
1臺(tái)切粒機(jī)異常
當(dāng)異常切粒機(jī)的產(chǎn)量過(guò)大時(shí),異常切粒機(jī)需要向其他切粒機(jī)轉(zhuǎn)產(chǎn),在保證界區(qū)壓力無(wú)大幅度波動(dòng)的同時(shí),緩慢增大接料切粒機(jī)的閥門(mén)開(kāi)度,關(guān)小異常切粒機(jī)的閥門(mén)開(kāi)度。界區(qū)壓力微調(diào)使用熔體泵速進(jìn)行調(diào)節(jié)。如異常短時(shí)間可處理完畢,異常切粒機(jī)則保持約70 t/d的放流量,以便于啟動(dòng)切粒機(jī);如異常短時(shí)間內(nèi)(0.5 h)無(wú)法解決,就要將異常切粒機(jī)產(chǎn)量盡量轉(zhuǎn)至其它2臺(tái)切粒機(jī),同時(shí)熔體要降低產(chǎn)量,使異常切粒機(jī)的熔體管線(xiàn)壓力0.05 MPa,保證微量放流。切粒機(jī)異常處理過(guò)程中,同時(shí)要對(duì)切刀室、三水系統(tǒng)、風(fēng)送系統(tǒng)、干燥器、振動(dòng)篩進(jìn)行檢查;其他切粒機(jī)切片外觀要加強(qiáng)檢查,確保正常。
切粒機(jī)具備運(yùn)轉(zhuǎn)條件后,根據(jù)界區(qū)壓力逐步增大鑄帶頭閥,期間每臺(tái)切粒機(jī)能夠啟動(dòng)的產(chǎn)量70 t/d左右,并逐步減小其他切粒機(jī)閥門(mén)。當(dāng)切粒機(jī)運(yùn)轉(zhuǎn)正常后,逐漸將3臺(tái)切粒機(jī)的產(chǎn)量恢復(fù)正常。
2臺(tái)切粒機(jī)異常
2臺(tái)切粒機(jī)異常停止,l4區(qū)需降產(chǎn)30~50 t/d,同時(shí)提高運(yùn)轉(zhuǎn)切粒機(jī)的產(chǎn)量接近最大負(fù)荷。關(guān)小2臺(tái)異常切粒機(jī)的閥門(mén)開(kāi)度,界區(qū)壓力微調(diào)通過(guò)熔體泵速進(jìn)行調(diào)節(jié)。如異常短時(shí)間可處理完畢,異常切粒機(jī)保持約70 t/d的放流量,以便于啟動(dòng)切粒機(jī);
如異常短時(shí)間內(nèi)(O.5 h)無(wú)法解決,必須繼續(xù)降產(chǎn),使異常切粒機(jī)的熔體管線(xiàn)壓力0.05 MPa,保證微量放流。切粒機(jī)異常處理過(guò)程中,同時(shí)要對(duì)切刀室、三水系統(tǒng)、風(fēng)送系統(tǒng)、干燥器、振動(dòng)篩進(jìn)行檢查;其他切粒機(jī)切片外觀要加強(qiáng)檢查,確保正常。
切粒機(jī)具備運(yùn)轉(zhuǎn)條件后,根據(jù)界區(qū)壓力逐步增大鑄帶頭閥,期間每臺(tái)切粒機(jī)能夠啟動(dòng)的產(chǎn)量70 t/d左右,并逐步減小其他切粒機(jī)閥門(mén)。當(dāng)切粒機(jī)運(yùn)轉(zhuǎn)正常后,逐漸將3臺(tái)切粒機(jī)的產(chǎn)量恢復(fù)正常。
3臺(tái)切粒機(jī)異常
3臺(tái)切粒機(jī)停止,裝置負(fù)荷必須降低50—80 t。如異常短時(shí)間可處理完畢,先啟動(dòng)的切粒機(jī)保持約70 t/d的放流量,以便于啟動(dòng)切粒機(jī),然后逐臺(tái)進(jìn)行啟動(dòng);如異常短時(shí)間內(nèi)(半小時(shí))無(wú)法解決,必須繼續(xù)降產(chǎn),并打開(kāi)1 488.A05閥,進(jìn)行樓外放流。關(guān)閉鑄帶頭閥門(mén)后,需要對(duì)它進(jìn)行保溫處理。切粒機(jī)異常處理過(guò)程中,同時(shí)要對(duì)切刀室、三水系統(tǒng)、風(fēng)送系統(tǒng)、干燥器、振動(dòng)篩進(jìn)行檢查;啟動(dòng)切粒機(jī)后切片外觀要加強(qiáng)檢查,確保正常。
切粒機(jī)具備運(yùn)轉(zhuǎn)條件后,根據(jù)界區(qū)壓力逐步打開(kāi)鑄帶頭閥,逐一啟動(dòng)切粒機(jī),切粒機(jī)運(yùn)轉(zhuǎn)正常后,逐漸將產(chǎn)量恢復(fù)。
切片外觀品質(zhì)異常
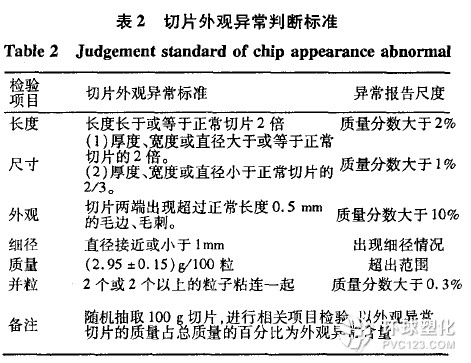
裝置正常生產(chǎn)情況下14A切粒機(jī)和1498.CU02切粒機(jī)生產(chǎn)切粒共進(jìn)一個(gè)中間料倉(cāng)即1498一V01,1498一V01輸送能力為lO.5 t/h;1498一CU03切粒機(jī)生產(chǎn)切粒進(jìn)人中間料倉(cāng)1498一V02料倉(cāng),1498.V02輸送能力為6.5 t/h。如果產(chǎn)品品質(zhì)異常在可控范圍內(nèi),要及時(shí)根據(jù)情況進(jìn)行現(xiàn)場(chǎng)調(diào)節(jié),消除異常切粒。如果調(diào)節(jié)無(wú)法消除異常切粒,切片異常情況超出標(biāo)準(zhǔn)(見(jiàn)表2),要進(jìn)行異常產(chǎn)品隔離。

")
取你的客戶(hù)")
球號(hào)")




,大易有塑以小組第一晉級(jí)國(guó)字號(hào)決賽")





