擠壓機機頭是成型制品的地方,因此,它對擠壓機過程起著很大的作用,從工藝角度來看,設計擠壓機頭時必需考慮以下幾個方面:
(1)在機頭處必須將熔融物料成型為所需要的形狀,并將產品壓制致密實。因此,在機頭的流道,必須使塑料形成一定的壓力,這一壓力在通過機頭時,逐漸下降,當物料在口模擠出時,則降為零。此壓力一方面由物料通過濾網及過濾板的阻力而形成,一方面是由機頭內流道的壓縮而形成。因此,機頭的內斷面自始至終應該是連續縮小的,并盡可能使物料易于通過。一般壓縮比取5~10(所謂壓縮比是指分流器支架出口處截面積與口模芯模間形成的環隙面積之比)。如果壓縮比取得過小,會使產品不密實,并可能使熔融物料通過分離器支架時的接縫痕跡不易消除,而使制品的內表面有幾條縱向線條,此處的機械強度特別差。壓縮比取得過大,則機頭尺寸勢必增大,這樣又笨重又費料,成本高,而且加熱又不均勻,所以壓縮比要選得合理。
(2)物料在機頭處是比較容易分解的,尤其在分離器附近,因此,機頭內凡是與物料接觸的表面(熔融料通道),都應做成光滑流線型的,以減少阻力,不能有明顯的滯區(死角),以致引起分解。特別是硬質聚氯乙烯塑料具有較高的熔融粘度,所以流道的流線性不能疏忽。
(3)一般機頭的擴張角與壓縮角均不能大于90°C。而壓縮角通常又比擴張角小,具體的尺寸要根據機頭結構情況而定。
(4)在滿足機頭強度的條件下,結構應盡量緊湊,零件要少,裝卸方使,有利于操作,避免傳熱不均勻,笨重,浪費鋼材等現象。
硬管機頭的結構有兩種,一為分離器放在前面,兩只壓圈,一只壓圈將分離器固定,一只壓圈將口模壓緊,這種方式適用于大型硬管的機頭;二為分離器放在后面,只適用于加工較小的硬管,它是直接將分離器放在機頭套內,不需另外用壓板壓緊,但拆車時必須將法蘭板打開方能將分離器拆出,這種方式不適用于大型硬管機頭的拆裝。
軟管機頭基本上與硬管機頭相似,但不需設置冷卻套。
現將硬管機頭各部分分述如下:
(1)口模:口模是成型塑料產品的外表面零件。通常塑料經過口模后,只能得到一定的形狀和尺寸,而得不到完全符合要求的產品,因為塑料有收縮性。同時,在內壓法外徑定徑時,還有一定的膨脹,故產品最終的形狀尺寸,需經過定徑套和牽引裝置來調整,以達到要求的尺寸。因為口模是成型零件,所以成型表面的光潔度與精度都要求較高。
口模直徑大小主要取決于管狀制品的外徑,再適當地考慮膨脹、冷卻、收縮及縱向拉伸的情況。口模平直部分比度的確定,對工藝有很大影響。口模平直部分的(定型)長度與制件的壁厚,直徑形狀以及塑料的性質都有關系,過長或過短都不適宜,過長時會增加機頭壓力,使出料困難,牽引亦困難,過短時不能完全定型,不能起到應有的節制作用,同時會降低機頭的壓力,影響產品質量。一般情況下,擠出硬聚氯乙烯塑料,口模平直部分的長度可大于軟塑料所需的長度。
口模平直部分的l度可按經驗公式決定:
①口模平直部分的長度與管子直徑的關系為l=0.5~3D。通常當管子直徑較大時,倍數取小值(0.5),因為此時管子被定型的面積較大。擠硬管時常采用l=1.0~2.5D。
對特別薄的管子(如壁厚t小于1毫米時),則不能按直徑的比例來選定平直都分的長度,要按管子壁厚來選定。
②口模平直部分的長度與管子壁厚的關系:
l=0.8~1.5t ,t為管子壁厚
擠硬管時,倍數選用較大值(1.5),擠軟管時,倍數選用最小值(0.8)。
(2)芯模:芯模主要用來成型空心制件的內表面。
芯模當中有孔,作為成型硬管時壓縮空氣的通道,端部開的方孔,主要是為了卸模方便,它的平直部分長度應與口模的定型長度相當,它的直徑近似為口模直徑減去二倍的壁厚(還要考慮塑料的膨脹),它的一端有螺紋與分離器相連。
(3)分流器及其支架:熔融塑料通過分流器及其支架時,使料層變薄并分束攪拌,以便均勻加熱塑化,同時為成型管狀產品提供先決條件。芯模即用螺紋固定在其中,對于小型機頭可將分流器及其支架做成整體。
在設計分離器時,應考慮下列方面:
①頭部圓角半徑R=0.5~2毫米,不能過大,否則將會引起積料,從而使熔融物料停留時間過長而造成分解。
②凡與塑料接觸的表面,都應光滑無死角(尤其是在分流量與支架連接處),并須鍍鉻,以防腐蝕,減少阻力和易于清理。
③分離器擴張角的選取,對加工硬質聚氯乙烯塑料有著較重要的作用。一般來說,由于硬質聚氯乙烯塑料的熔融粘度比較高,因此,其斷面的速度分布是不均勻的,物料料流在斷面的中心速度較快,而在機頭壁上則有停滯趨勢,
所以分離器擴張角不宜太大(60°左右)。如果分離器擴張角太大,擴張區任意截面上各類的料流速度不一致,這對操作是不利的。列寧說:“對于具體情況作具體的分析”,因此,我們也不能把上述的規律套用于任何情況。對于螺桿直徑較大的擠壓機,如果擴張角取得太小,勢必增加錐部長度,這樣一方面大型機頭顯得特別笨重,另一方面料子在擴張區停留時間太長,容易分解。為了縮短錐部長度,就必須增加擴張角(80°左右),這時又要考慮機頭套的曲面與分離器曲面相當均勻,從而減少機頭中的存料,有利于擠壓工藝的正常操作。
分流器的錐部長度,要與擴張角一起考慮,一般取錐部長度=0.6~1.5D(D為螺桿直徑)。
④徑向分布筋式支架,其筋的數量約為3~6根,小規格用3根,大規格根數適當增加,一般不超過6根。
由于分束過多,產品表面容易留下多條明顯接縫線,特別在機頭壓縮比較小的情況下,更容易在制品中產生疵病。造成接縫線的原因很多,如加熱溫度、從支架到口模出口的長度、擠出速度等都有關系,無論什么原因所造成的接縫線,都將削弱制品的強度。
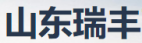
(4)過濾板:過濾板的作用是使塑料由螺旋運動變為直線運動,并使塑料分束、攪拌均勻,使塑料在機筒中形成反壓力。如果同時采用過濾網時,它又是過濾網的支承零件。因此,在考慮過濾板結構時,應盡量使塑料通過過濾板時的速度一致,且與螺桿頭部形狀吻合,中心對準,距離恰當。
圖8-11為安置過濾網的平板式過濾板的結構圖。
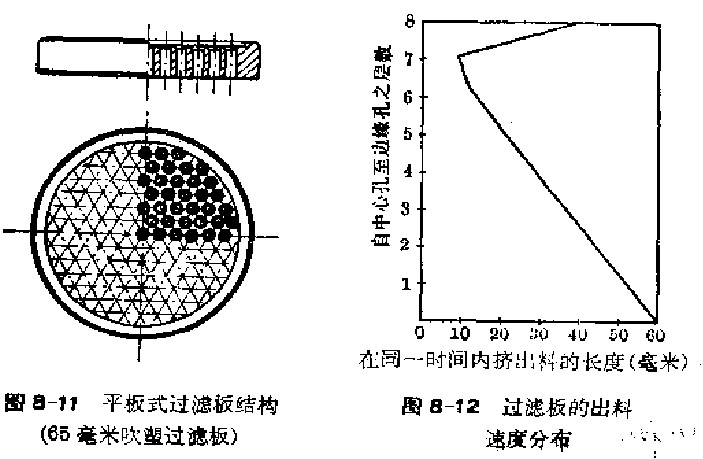
它的構造比較筒單,加工制造方使,過濾網被固定在圓環和過濾板之間。這種結構適用于小型的擠壓機,對于螺桿直徑較大的擠壓機,由于其過濾板沿中心與圓周的速度相差較大(圖8-12)表示了過濾板的出料速度分布,中心與圓周速度幾乎相差六倍),因此,大型機頭過濾板的結構常選用凹面(成球面伏),并將周邊銑成窄槽,以減少料流阻力。
凹球面狀的形狀必須與螺桿頭部相吻。凸球面狀的過濾板因為中間孔道較長,對從螺桿擠出的中間速度大的料流來講,能產生較大的阻力,致使經過過濾板后的料流速度漸趨一致。但是,與螺桿頭部形狀不相吻合,而且加工比較困難,故在實際生產中很少采用。
過濾板的技術要求:
(1)開孔截面積與過濾板截面積之比約為1:2,若開孔太多,勢必要增加過濾板的厚度,方能保證有足夠的機械強度。若開孔太少,則流動阻力太大,影響產量。過濾板之孔徑,通常為3~6毫米,加工軟質聚氯乙烯塑料時,通常孔徑選用小值,加工硬質聚氯乙烯塑料時,孔徑選用大值。
(2)開孔的排列方式通常有兩種:
(a)為六角形的排列方式;
(b)為同心圓的排列方式。
為了使料流速度一致,在上述排列方式中還要使孔分布中間疏、旁邊密,以平衡阻力。
(3)所有孔道需光滑、無死角,以免料流阻滯而被分解。孔道的一端(進料端)倒成斜角,以便于清理。
(4)過濾網的作用是過濾雜質及末塑化的粒料,以提高產品質量。同時能造成塑料在機筒中所必要的反壓力,有利于塑料的塑化。但工藝上是否采用,要按塑料品種及產品的要求來決定。如生產硬質聚氯乙烯管,有時不加網。為防止塑料分解,要經常清理機頭。如生產硬質聚氯乙烯焊條時,必須加網,以增加機頭壓力。
過濾網通常是用鋼絲或銅絲編結而成的網狀物,軟質聚氯乙烯管及硬質聚氯乙烯焊條。一般采用一層或二層(一層80目銅絲網,一層40目鋼絲網),銅絲網放在貼緊螺桿端頭,以鋼絲網支承它。
總的說來機頭中各部分的組合都是非常重要的,因為機頭壓力對工藝操作有著重要的作用,對產量也有很重大的關系,下表說明了機頭壓力與產、質量的關系。從表中可以看出,口模平直部分的長度(成型長度)及加過濾網等,對機頭壓力及產、質量的影響是很大的。
|
機頭壓力對產、質量的影響
|
|||
|
口模
|
機頭壓力和對值(計算)
|
實測產量相對值
|
質量情況
|
|
成型長度L=2.4D
|
100
|
100
|
密實
|
|
成型長度L=2.4D
|
79
|
135
|
較密實
|
|
成型長度L=2.4D
(不加過濾網)
|
36
|
166
|
不夠密實
|