擠出法彩色PVC塑料地板磚
概述 彩色pvc(PVC)地板磚是擠出機擠出PVC片材后,經壓光再與中間層及帶圖案的面層進行熱復合,隨后裁切而成的一種方塊型鋪地材料。此種產品隨面層圖案的變化而花樣繁多,還可根據各塊面層的不同圖案組合拼湊多種花形。用此種地板磚鋪地后倍增室內高雅、華麗之感。此種地板磚具有耐磨、阻燃、耐酸堿、防潮等優點。產品厚度一般為1. 2~2. 5mm,易貼附與水泥地面,必要時也可涂以少量膠黏劑與地面粘牢。
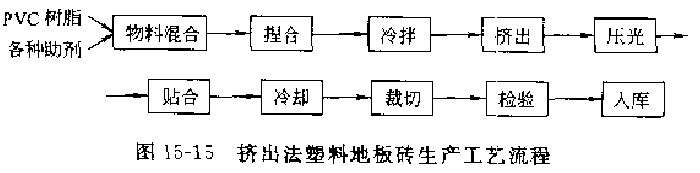
擠出法生產彩色塑料地板磚主要分為5個生產工序:捏合、擠出、壓光、熱復合、裁切。采用擠出法生產彩色地板磚投資少,生產連續、產量適中,適于中小型企業采用。
擠出法彩色PVC塑料地板磚原料及典型配方 原料及典型配方見下表所示。
| 擠出法塑料地板磚原料配方(質量份) | |||
| 物料名稱 | 配比 | 物料名稱 | 配比 |
| PVC粉 | 100 | 穩定劑 | 3 |
| 增塑劑 | 30 | 潤滑劑 | 1.5 |
| 填充劑 | 150 | ||
擠出法彩色PVC塑料地板磚生產工藝流程 生產工藝流程如圖15一15。
擠出法彩色PVC塑料地板磚生產工藝
將幾種原輔料按配比稱量后,進行初混合,然后在高速捏合機內捏合16~18min。倒入冷拌機內,攪拌15min,送人儲料器,再加人擠出機,機頭溫度控制在150℃左右。螺桿轉數40r/min,使擠出機底片的寬度在320~340mm,調節壓輥的間距使中板達到所需的厚度后,立即把中層和面層貼合紙在貼合輥上與PVC片材進行熱復合,經風冷后送入裁切臺裁切。
擠出法彩色PVC塑料地板磚主要設備及特點
(1)高速捏合機 型號GHR一200,不銹鋼內襯,內有攪拌器和折流板,每分鐘轉數可達900r/min,有電加熱、油加熱、汽加熱等方式。
(2)排氣式擠出機 由于填料量較大一般選用Φ120mm兩階式排氣擠出機,長徑比30:1,螺桿材質40Cr。三段溫度控制:100℃、170℃、150℃。溫度控制要求嚴格,溫度失調將影響產品質量。
(3)貼合輥 為鋼質帶有冷卻的裝置。
擠出法彩色PVC塑料地板磚產品標準 符合GB 4085-83。