擠出壓延法PVC地板革
概述 PVC樹脂與各種輔料按配方稱量后,經(jīng)高速攪拌機(jī) (或捏合機(jī))和擠出機(jī)混煉,經(jīng)二輥壓延成片,與底基(或無底基),面層復(fù)合,再經(jīng)冷卻、裁邊、卷取而生產(chǎn)的地板革即為擠出壓延法pvc地板革。
該產(chǎn)品生產(chǎn)周期短、工時占用少、能耗低、勞動強度較小,但產(chǎn)品表面光度差,厚度偏差較大,因此,僅用做中、低檔地板革。
擠出壓延法PVC地板革原料及典型配方 典型配方見下表所示。
| 擠出法PVC地板革典型配方 | |||||
| 物料名稱 | 配比 | 物料名稱 | 配比 | ||
| 底層 | 面層 | 底層 | 面層 | ||
| PVC | 100 | 100 | 硬脂酸 | 0.5 | |
| DOP | 30 | 30 | 二堿式硫酸鉛 | 1 | |
| 鋇-鎘穩(wěn)定劑 | 1 | 1 | 碳酸鈣 | 50 | |
| 硬脂酸、鎘、鋇 | 0.3 | 0.3 | 環(huán)氧大豆油 | 3 | |
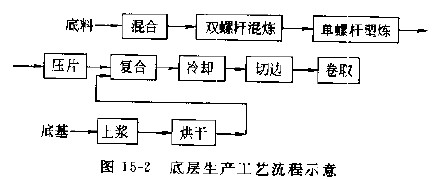
擠出壓延法PVC地板革生產(chǎn)工藝流程 底層生產(chǎn)工藝流程示意圖如圖15-2所示。
底層印刷工藝流程為

印刷后的塑料地板底層需復(fù)合一層厚度約為0.2mm透明耐磨面層,其工藝流程圖如圖15一3所示。

擠出壓延法PVC地板革生產(chǎn)工藝
雙螺桿混煉機(jī)機(jī)身溫度165℃、190℃ ;
單螺桿擠煉機(jī)機(jī)身溫度 125℃,155℃、160℃、175℃、785℃;
預(yù)熱輥溫度95℃;
壓延輥溫度 固定輥 180℃ , 移動輥165℃。
擠出壓延法PVC地板革主要生產(chǎn)設(shè)備 參見擠出法PVC人造革。
擠出壓延法PVC地板革產(chǎn)品標(biāo)準(zhǔn)及性能 擠出壓延法PVC地板革產(chǎn)品執(zhí)行行業(yè)標(biāo)準(zhǔn)QB/T 1647-92或QB 1256-91。